产品别名 |
12无心磨 |
面向地区 |
全国 |
无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨属于周磨法。
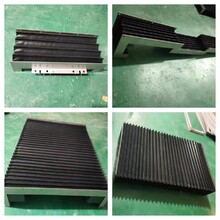
无心磨砂轮是安装在无心磨床上使用的一款砂轮,它与导轮、托板相互作用,组成的一种磨削方式,被加工的工件经托板托住,由导轮向托板方向圆周运动而带动工件旋转时由无心砂轮磨削,在磨削工件时表面质量较高,精度相对也很高,磨削中,选择砂轮粒度也相当重要,粗粒度的无心磨砂轮往往用于粗磨加工,只能加工要求不算高的工件,一般在加工时为了加快磨削速度,对加工量较大的工件道加工都会采用这种方法,这是由于它加工速度比较快的特点,但工件的光洁度较低。而细粒度的无心磨砂轮加工的工件质量精度则相反,其加工速度稍慢,但被加工的工件光洁度高,如选择的粒度适当可达到镜面效果,因此,选择无心磨砂轮是要根据工件的技术工艺要求具体进行选择。其中也包括砂轮的硬度、组织密度,粒度的选择。磨削不同的工件,选择的切削液也各不相同。普通的铁质,我们只需用普通的切削液,而磨铝类软质零件时需要用煤油来冷切。
砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。
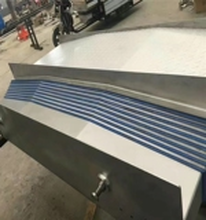
无心外圆磨床工件靠外圆在定位机构上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给机构的补偿和切入机构的重复定位精度误差对零件直径尺寸精度的影响。只有普通外圆磨床的一半,不需打中心孔,且易于实现上、下料自动化。
磨削表面易产生奇数次棱圆度,如较大时往往会造成测量尺寸小于大实体尺寸的错觉,而影响装配质量和工作性能。机床调整较复杂、费时,每更换不同直径的工件就需冲调整托架高度,与距离及有关的工艺参数。故调整技术难度较大,不适宜小批及单件生产。
对无心磨床外表保养:无心磨床外表及电机,散热设备表面一定要保持清洁,定时清理抛光耗材粉末。检查、紧固手柄、进给手轮、螺钉、螺母等机件。保持机床完好。无心磨床整机检查:检查无心磨床各部位螺丝,皮带,松紧程度,松动的应调到合适为止。
最近来访记录